پرس های فرآیند لوح زنی دقیق
- 1393/08/22
- 2 دیدگاه
پرس های لوح زنی دقیق، پرس های مخصوصی هستند که هم از لحاظ طراحی و هم از لحاظ عملکرد با پرس های معمولی فرق میکنند. این پرسها دارای سه بازوی عملکرد همراه با راهنمای بسیار دقیق و نیز مجهز به وسایل تنظیم کورس میباشند. همچنین این پرسها در موقع تغییر جهت نیز از دقت بسیار بالایی برخوردار هستند. این پرسها دارای شاسی بدنه متقارن هستند و استحکام و پایداری بدنه و نیز موازی بودن قالب را زیر فشار تنظیم میکنند، این نوع پرسها در دو نوع مکانیکی و هیدرولیکی ساخته میشوند.
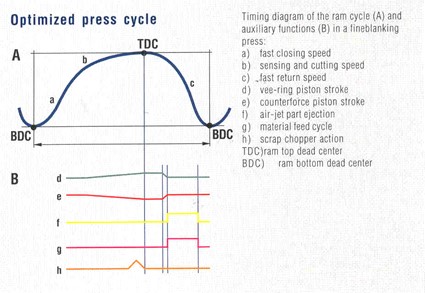
سیکل حرکتی پرسها
پرسی که بر اساس نیروهای لازم جهت لوح زنی انتخاب میشود قادر خواهد بود فرآیند لوح زنی را با یک سرعت یکنواخت و منطبق با جنس و درجه پیچیدگی آن انجام دهند، سرعت لوح زنی پرسها بین 50-5 میلیمتر بر ثانیه متفاوت میباشد. برای حصول حداکثر نرخ تولید تمام کورس پرس با سرعت لوح زنی طی نمیشود، بلکه سیکلهای حرکتی به بخشهای زیر تقسیم میشوند:
- سرعت سریع بسته شدن
- سرعت لوح زنی
- سرعت سریع برگشت
سیکل حرکتی پرس های مکانیکی در شکل زیر دیده میشود و در مورد پرس های هیدرولیکی سیکل حرکتی در شکل زیر ارائه شدهاست.
سیکل حرکتی پرس های مکانیکی
زمان لازم برای کورس حرکتی پرسها بصورت زیر محاسبه میشود:

T: زمان سیکل کامل پرس(s)
H: طول کورس حرکت پرس(mm)
S: ضخامت ورق (mm)
 : سرعت بسته شدن سریع پرس(mm/s)
: سرعت بسته شدن سریع پرس(mm/s)
 : سرعت لوح زنی(mm/s)
: سرعت لوح زنی(mm/s)
 : سرعت برگشت(mm/s)
: سرعت برگشت(mm/s)
 : ضریب ایمنی
: ضریب ایمنی
 : زمان تعویض جهت و تأمین فشار(s)
: زمان تعویض جهت و تأمین فشار(s)
پارامتر  بسته به نوع قالب 3/2- 5/1 انتخاب میشود که برای قالبهای مرکب معمولی 5/1 و برای قالبهایی که دارای پایلوت هستند برای اطمینان بیشتر 3/2 انتخاب میشود.
بسته به نوع قالب 3/2- 5/1 انتخاب میشود که برای قالبهای مرکب معمولی 5/1 و برای قالبهایی که دارای پایلوت هستند برای اطمینان بیشتر 3/2 انتخاب میشود.
پارامتر  زمان لازم برای تغییر جهت و افزایش فشار در مدار هیدرولیکی پرس است که بسته به افزایش فشار پرس 6/0 – 25/0 ثانیه قرار دارد که اگر:
زمان لازم برای تغییر جهت و افزایش فشار در مدار هیدرولیکی پرس است که بسته به افزایش فشار پرس 6/0 – 25/0 ثانیه قرار دارد که اگر:
- پرس در %50 ظرفیت خودش استفاده شود
 برابر 25/0 انتخاب میشود.
برابر 25/0 انتخاب میشود.
- پرس در% 75 ظرفیت کار کند
 برابر 37/0 انتخاب میشود.
برابر 37/0 انتخاب میشود.
- پرس در %100 ظرفیت کار کند
 برابر 6/0 انتخاب میشود.
برابر 6/0 انتخاب میشود.
به عنوان مثال اگر از یک پرس برای تولید قطعهای به ضخامت 8 میلیمتر و با مشخصات زیر استفادهشود، در این صورت زمان کورس پرس عبارت است از:
ضخامت ورق: mm 8 = S
نوع قالب (مرکب): 5/1= 
%80 ظرفیت پرس استفاده می شود: (s) 4/0 = 
سرعت سریع بسته شدن: (mm/s) 120 = 
سرعت لوح زنی: (mm/s) 20= 
سرعت برگشت: (mm/s) 135 = 
طول کورس پرس: (mm) 60=H
بر اساس فرمول داریم:

هر پرسی جدول مشخصات  و
و و
و  و
و  مخصوص به خود را داراست که همراه پرس ارائه میشود.
مخصوص به خود را داراست که همراه پرس ارائه میشود.
پرس های مکانیکی
پرس های لوح زنی دقیق مکانیکی بصورت مفصل دوتائی ساخته میشوند. قدرت موتور الکتریکی به مبدل دو میل لنگه بصورت هماهنگ منتقل میشود و از طریق چرخ لنگر، کلاچ، کاهنده مارپیچی سرعت و چرخ دنده عبور میکند. مرکز میل لنگها بر هم منطبق نیست که باعث ایجاد یک حرکت سینوسی با فرکانس معین و با دامنه متغیر میشود. در این پرسها نقاط سکون نمودار و حرکت پرس های هیدرولیکی اصلاح شده و یک نمودار حرکت همواره بوجود میآید. این پرسها کورس و نقاط مرگ بالا و پایین ثابتی دارند. سرعت لوح زنی توسط مبدل تنظیم میشود. کلیت این پرسها در شکل زیر دیده میشود.
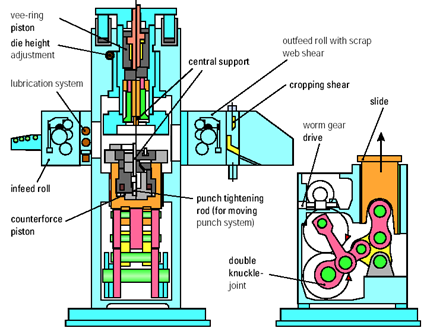
ساختمان پرس مکانیکی لوح زنی دقیق
پرس های هیدرولیکی
در این پرسها قدرت توسط موتور الکتریکی و پمپ پیستونی و انباره هیدرولیکی تأمین میشود. در طول حرکت سریع بسته شدن، روغن از انباره فشار ضعیف به سیلندر مربوط به حرکت سریع ارسال میشود و سیلندر اصلی روغن را از مخزن تانک مصرف میکند، اما در طول حرکت لوح زنی، روغن از انباره فشار قوی تغذیه میشود و این تغذیه با کنترل دقیق جریان انجام میگیرد. سرعت لوح زنی توسط سوئیچ دیجیتال تنظیم میشود. شماتیک این نوع پرسها در شکل زیر نشان داده شدهاست.

ساختمان پرس های هیدرولیکی لوح زنی دقیق
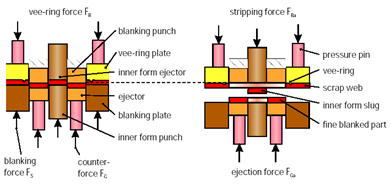
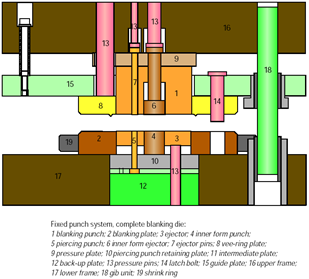
نیروی رینگ V شکل و سنبه مقابل
نیروی رینگ V شکل و سنبه مقابل، هم در پرس های مکانیکی و هم در پرس های هیدرولیکی توسط جکهای هیدرولیکی تأمین میشوند. نیروی رینگ V شکل باید به اندازهای باشد که زبانه V شکل را قبل از شروع لوح زنی در ورق فرو برد. این نیرو بعد از فرو بردن زبانه و قبل از شروع پرس کاهش یافته و تنها با فشار کمی نگهداری میشود و بعد از اتمام لوح زنی نیروی آن کامل آزاد شده و بلافاصله بعد از برگشت برای سیکل بعدی عمل میکند.
سنبه مقابل که مقدار نیروی آن با توجه به شکل قطعه محاسبه میشود، ورق را در طول لوح زنی مهار میکند. بعد از کامل شدن لوح زنی نیروی سنبه مقابل برداشته شده اما بلافاصله بعد از باز شدن قالب دوباره عمل کرده ولی با نیروی کمتر، قطعه را بیرون میاندازد.
ساختمان پرس و راهنمای آن
ساختمان پرس دارای چهار ستون متقارن است، که بصورت یک تکه ریختهگری شده و یا بطریق جوشکاری ساخته میشود. در پرس های بزرگ یک تاج در بالا و یک پایه در پایین وجود دارد که با ایجاد پیش فشار، ستونها را تقویت میکند.
وجود ساختمان متقارن از کج شدن پرس در زیر بار جلوگیری میکند و بدین ترتیب لقی سنبه و ماتریس در اطراف محفوظ مانده و برای حفظ لقی سنبه، راهنماهای پرس با حداقل لقی ساخته میشوند، که در آنها یاتاقانهای ضد اصطکاک و یاتاقانهای صفحهای با روغنکاری تحت فشار بکارگرفته میشود. این پرسها دارای نقطه مرگ پایین بسیار دقیق هستند که اطمینان میدهند سنبه وارد ماتریس نشود که حصول این امر از الزامات این این نوع قالبها است. در پرس های مکانیکی نقطه برگشت پایین به صورت کنترل مثبت، ولی در پرس های هیدرولیکی توسط استپها تنظیم میشود و از آنجائیکه قالبهای مختلف دارای ارتفاع متفاوتی هستند و نیز تعمیرات قالب باعث ایجاد تغییر ارتفاع آن میشود، نقطه مرگ پایینی براحتی قابل تنظیم است، که دقت تنظیم ارتفاع به mm 01/0 میرسد.
پرس های لوح زنی دقیق دارای دستگاه تغذیه ورق هستند که برای تولید اتوماتیک بکار میروند که ورق را بطور اتوماتیک و با گام مناسب تغذیه میکنند و مواد درطول تغذیه روانکاری میشوند. دستگاههای تغذیه هم در ورودی پرس و هم در خروجی آن نصب میشوند که بصورت مکانیکی، نیوماتیکی و هیدرولیکی عمل میکنند. این دستگاهها ورق را در طول عملیات لوح زنی آزاد میکنند تا توسط پایلوت به دقت موقعیتدهی شود و همچنین دارای بازکننده ورق با موتورهای پلهای هستند که حلقه مواد نوار را با سرعت مناسب باز میکنند.
تغذیهکننده ورودی برای قطعات ضخیم و مقاوم بکار میرود ولی تغذیهکننده خروجی برای ورقهای نازک و باریک بکار میرود که در طول عملیات امکان کج شدن آن وجود دارد. روانکاری دو طرفه ورق به صورت اسپری و یا غلطشی میباشد که نوع اسپری مطمئنتر از نوع غلطشی است و لایه روغن یکنواختتری روی ورق ایجاد میکند.
پرس های لوح زنی دقیق مجهز به یک حسگر انتهای نوار هستند که بوسیله دنباله نوار فعال میشود و به تغذیهکننده خروجی دستور ادامه کار تغذیه را میدهد و دارای شمارنده هستند که امکان تولید آخرین قطعه سالم را از نوار فراهم میکند و در نهایت دستور توقف پرس و حمل دور ریز را میدهد.
پرس های لوح زنی دقیق همچنین دارای یک خردکننده دورریز ورق هستند که بعد از تغذیهکننده خروجی قرار میگیرد و وظیفه دارد تا دورریزهای ورق را خرد کند که ترتیب عمل آن روی شمارندههایی انتخاب میشود که بعد از هر کورس و یا انتهای کورس دوم و یا سوم و یا بعد از چند کورس عمل نماید و این خردکننده بصورت هیدرولیکی عمل میکند. همچنین این پرسها داری حملکننده دورریز هستند که بطور پیوسته دورریز ورق را از فضای قالب و تغذیه کننده انتهایی و خردکننده دور میکند. در پرس های لوح زنی دقیق قطعات و دور ریز باید از فضای قالب دور شوند. برای دور کردن دورریز قطعه از جریان باد استفاده می شود. بدین منظور این پرسها مجهز به کوپلینگ سریع جت باد هستند و زمان و لحظه شروع جت باد قابل تنظیم میباشد. قطعات بزرگ و سنگین بوسیله بازوی نیوماتیکی خارج میشوند که لازم است عملکرد بازو مورد مشاهده قرار بگیرد، سپس قطعات توسط یک کلاهک برداشته شده و توسط تسمه نقاله و یا مسیر ناودانی حمل میشوند.
پرس های لوح زنی دقیق اتوماتیک به سیستمهای کنترل معمولی مجهز هستند که علائم کنترل بوسیله سوئیچهای حسی و یا بادامک ارسال میشود. ولی پرس های جدید با تجهیزات قابل برنامهنویسی CNC همراه هستند که به بازوهای حرکتی پرس وصل هستند و یک صفحه CRT و یک واحد ورودی اطلاعات دارند که دادههایی نظیر طول حرکت بازو و سرعت حرکت و مقدار نیرو، زمانبندی حمل قطعه و دورریز و زمانبندی عملکرد رینگ V شکل و سنبه مخالف و گام تغذیه و زمانبندی اتمام ورق و … در ابتدای برنامه وارد میشود، که این سیستم علاوه بر دقت زیاد و زمان تولید کم، امکان اشتباه را در حذف مینماید. پرس های لوح زنی دقیق دارای محافظ ابزار و اپراتور هستند و همچنین محافظ صدا نیز دارند. این ماشینها بدون اپراتور نیز کار میکنند که ایمنی آنها در حد بالایی تضمین میشود.
مطالب مرتبط

برچسب ها : Blanking, بلنکینگ, پرس, لوح زنی, لوح زنی دقیق
دیدگاهتان را بنویسید
نشانی ایمیل منتشر نخواهد شد
تعداد 2 دیدگاه برای نوشته " پرس های فرآیند لوح زنی دقیق" ارسال شده است .

مطالب جدید
- نرم افزار InteriCAD 8000 طراحی دکوراسیون و معماری داخلی
- نرم افزار Forex Strategy Builder Pro v4.3.2 2024 تحلیل استراتژی فارکس
- نرم افزار Fisher Valve Specification 2024 سایزینگ شیرهای اطمینان
- نرم افزار ANSYS Zemax OpticStudio 2024 طراحی و تحلیل اپتیک و لیزر
- نرمافزار Cadmatic Marine 2023T1 مدلسازی و طراحی کشتی
- نرم افزار Cameo Systems Modeler 2024 مدیریت و تحلیل سیستمهای پیچیده
- نرم افزار MagicDraw 2024 مدلسازی و تحلیل سیستمهای پیچیده
- نرم افزار 3DExperience 2022 راهحلی کامل برای مدیریت پروژه ها
- نرم افزار JMAG Designer 2023 طراحی و تحلیل الکترومکانیکی
- نرم افزار GeoStudio 2024.1 تحلیل مسائل ژئوتکنیکی

مطالب پربازدید

مطالب تصادفی
- نرم افزار Forex Strategy Builder Pro v4.3.2 2024 تحلیل استراتژی فارکس
- دانلود مجموعه هندبوک های مهندسی معدن (سری اول)
- نرم افزار حفاری Paradigm Sysdrill 2019
- نرم افزار GateCycle طراحی و بهینهسازی سیستمهای انرژی و برق
- نرم افزار Amsterdam Modeling Suite 2024 شیمی محاسباتی
- نرم افزار STIMPRO 2023 10.11 تحلیل عملیات تزریق اسید به مخازن نفت و گاز
- دانلود مجموعه سورس Hopfield Neural Network
- آزمایشهای غیرمخرب
- نرم افزار SIMARIS Design 8 طراحی و بهینه سازی شبکههای قدرت
- نرم افزار METSIM 2024 شبیهسازی فرآیند معدن و فلزات

شبکه های اجتماعی
دانشنامه تخصصی مهندسی ایران را در شبکه های اجتماعی دنبال کنید


همکاران ما






چرا فایل pdf این مقاله ها رو نمیزارید
فایل را بصورت part-part قرار میدیم.
احتمالا در پابان، نسخه نهایی آن ارائه خواهد شد.