شبیه سازی عملیات ماشینکاری سرعت بالا با استفاده از نرم افزار اباکوس
- 1393/07/17
- 1 دیدگاه
چکیده
هدف از این مقاله شبیه سازی عملیات ماشینکاری و بررسی میزان کارائی ابزار برشی PCBN (پلی کربنات کوبیک برن نیتراید) روی ماشینکاری الیاژ های تیتانیوم و فولاد ابزارH-13 با استفاده از نرم افزار اباکوس میباشد. کاربرد الیاژ های تیتانیم در صنایع پزشکی، هوا فضا، خودرو سازی، شیمیایی، کشتی سازی، لوازم و تجهیزات ورزشی میباشد، زمانی که فولاد گرمکار H-13 غالبا در صنایع قالبسازی نظیر قالبهای فورج و قالبهای دایکاست استفاده میشود. ماشینکاری
این مواد عموما با مشکلاتی از قبیل افزایش دمای برشی، انتقال ان به ابزار و نتیجتا شکست ابزار همراه است. در این مقاله تلاش میشود که با استفاده از نرم افزار اباکوس دمای برشی و انتقال ان به ابزار و توزیع تنش در حین فرایند ماشینکاری پیش بینی شود. در پایان شبیه سازی نتیجه حاصله نمایش داد که ابزار برشی PCBN قادر است در برابر شوک های شدید حرارتی به خوبی مقاومت کند. بهرحال نتایج حاصله کمک میکند به فهم بیشتر از انتخاب ابزار برشی مناسب برای ماشینکاری مواد سخت.
شبیه سازی عملیات ماشینکاری سرعت بالا با استفاده از نرم افزار اباکوس
مقدمه
در عملیات ماشینکاری انرژی مکانیکی در نتیجه تغیر شکل پلاستیک به انرژی حرارتی تبدیل میگردد. این افزایش ناگهانی دما منجر میشود به کاهش عمر ابزار، کیفیت پائین سطوح ماشینکاری شده و افزایش هزینه ها. ماشینکاری الیاژهای تیتانیم به دلیل ضریب هدایت حرارتی پائین و واکنش شیمیایی با ابزار برشکاری به طور قابل ملاحظه ای هدایت میکند به سمت فرسایش و شکست ابزار.
شباهتا فولاد H-13 به نسبت فولادهای ابزار معمولی دارای سختی بیشتری میباشد، در نتیجه این مواد نیز همانند الیاژ های تیتانیم باعث میشود که استرس و دما در ناحیه تغییر شکل بالا رفته و منجر شود به اسیب رساندن به قطعه و ابزار. از طرفی دلیل اصلی استفاده از این مواد مقاومت بسیار بالا در برابر خوردگی، استحکام بسیار بالا و سختی بالا میباشد. تصاویر زیر برخی از کاربرد های الیاژهای تیتانیم و فولاد ابزار را نشان میدهد.

کاربرد الیاژهای تیتانیم در صنایع پزشکی و هوافضا
از انجائیکه ابزار برش یکی از عوامل مهم در بالا بردن راندمان عملیات ماشینکاری است لذا تحقیقات زیادی جهت بالا بردن عمر ابزارها بر روی جنس و طراحی ابزارهای برش انجام گرفته تا بتواند پاسخگوی نیاز صنعت باشد. در عملیات ماشینکاری سرعت بالا بدلیل نیروهای فشار بالا دمای محل ماشینکاری افزایش یافته، درجه حرارت سطح ابزار بالا رفته، تغیر شکل پلاستیک لبه برنده اتفاق می افتد و نهایتا سایش ابزار را تسریع میکند. لذا پیش بینی ماکزیمم دمای به وجود امده روی ابزار از اهمیت بالائی برخوردار است. از طرفی در سطوح تحقیقی از فرایندهای ماشینکاری پیش بینی دمای برشی از مباحث مشکل و پیچیده میباشد.
اگرچه روشهای تجربی بسیاری نظیر استفاده از اشعه مادون قرمز و ترموکوپل ها وجود دارند که دمای منطقه ماشینکاری را به صورت تجربی اندازه گیری میکنند ولی انجام این متد ها بسیار هزینه بر و زمان بر هستند. در نتیجه این محدودیتها چندین روش تحلیلی- محاسباتی با کمک نرم افزار های تخصصی وجود دارد که قادر هستند نتایج را قبل از انجام هرگونه کار عملی و تجربی پیش بینی کنند. مدل سازی تحلیل المان محدود یک تکنیک تحلیلی – محاسباتی میباشد برای پیدا کردن راه حل های سریع و دقیق انجائیکه انجام روشهای تجربی بسیار هزینه بر هستند. بهرحال استفاده از این ابزار کامپیوتری قوی کمک میکند به استفاده بهینه از ابزار و ماشین الات و همچنین کاهش هزینه های ساخت.
شبیه سازی عملیات ماشینکاری به کمک نرم افزار اباکوس
برای انجام شبیه سازی ابتدا فرایند به صورت یک کوپل حرارتی- مکانیکی معرفی شده و از المان CPE4RT که یک المان چهار گره ای دو بعدی با فرض کرنش صفحه ای است برای تحلیل استفاده میشود. با این روش می توان کرنشها ،اهنگهای کرنش و حالت تغییر شکل را برای کوچکترین جز از جسم به صورت موضعی توصیف نمود.
در این کار شبیه سازی، قطعه کار به عنوان یک مدل الاستو – پلاستیک به صورت یک مستطیل و مشخص کردن ابعاد المانها و پارتیشن بندی مناسب مش بندی میشود. ابزار به صورت یک مدل الاستیک با زاویه براده صفر درجه و زاویه ازاد پنج درجه انجائیکه شعاع نوک دماغه دو صدم است مدل سازی و مش بندی میشود. پارامتر های ماشینکاری در این حالت به صورت زیر در نظر گرفته شده است:
سرعت برشی ۳۰۰ متر بر دقیقه نرخ پیشروی ۰.۲ میلی متر بر دور عمق برش ۲ میلیمتر. در شکل ۳ نوع قرارگیری ابزار و قطعه کار نسبت به یکدیگر به صورت دو بعدی نمایش داده شده است.
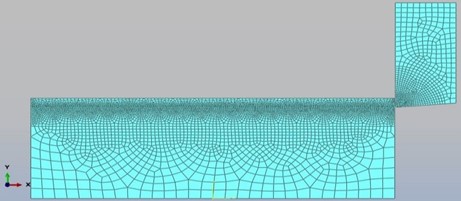
شکل ۳. شبیه سازی و نحوه قرار گیری ابزار برشی و قطعه کار
برای تحلیل فرایند از رابطه جانسون کوک استفاده شده که ارتباط بین تنش، کرنش و فیلدهای دمایی توسط این رابطه تعریف میشود. معادله ۱ تنش واقعی را محاسبه میکند که برای شبیه سازی المان محدود در نرخ کرنش های بسیار بالا مناسب است. در این رابطه نرخ کرنش سختی در پرانتز اول، جریان تنش در نرخ کرنشهای زیاد در پرانتز دوم و نرخ نرم شدگی مواد در اثر براده برداری در پرانتز سوم تعریف میشود. پارامتر ها A، B، c، n، m ثابت های مواد هستند که از جداول مهندسی مواد استخراج شده و در جدول شماره ۱ نشان داده شده است.
به ترتیب نقطه ذوب مواد و دمای محیط و دمای مواد میباشد. جدول شماره ۲ نیز خصوصیات حرارتی و مکانیکی قطعه کار و ابزار را بیان میکند.
= (A + Bɛn) (1 + C ln(1 – ( )m ) رابطه ۱)
جدول۱ . ثابت های مدل مواد جانسون کوک برای الیاژ تیتانیم و فولاد ابزار
|
Material |
A [MPa] |
B [MPa] |
n |
c |
m |
Tm (°C) |
T0 (°C) |
| TiAl6V4 [۸] |
865 |
680 |
0.5 |
0.035 |
0.98 |
1560 |
20 |
| H-13 steel [۹] |
675 |
239.8 |
0.5 |
0.056 |
2.68 |
1480 |
20 |
جدول۲ . مشخصه های مکانیکی – حرارتی ابزار و قطعه کار
| Thermal and mechanical Parameters |
TiAl6V4 [۸] |
H-13 steel [۹] |
PCBN [۱۰] |
| Density، (g/cm3) |
4435 |
7800 |
4280 |
| Young’s modules، (GPa) |
110 |
210 |
585 |
| Poisson ratio |
0.35 |
0.3 |
0.15 |
| Specific heat، (J/Kg/° C) |
612 |
565 |
750 |
| Thermal conductivity، (W/ m° C) |
6.8 |
37.2 |
43.9 |
| Expansion، (μm/m° C) |
4.7 |
1.07 |
4.7 |
در مدل جانسون کوک جدا شدن براده از قطعه کار نیز محاسبه میشود و این شکست دینامیکی زمانی حادث میشود که معیار شکست (D) از ۱ تجاوز کند. این پارامتر ها در رابطه شماره ۲ تعریف میگردد. در این رابطه افزایش کششی پلاستیک و کششی که منجر به جدا شدن براده از قطعه کار میگردد را بیان میکند و این معیار در یک رابطه جداگانه (رابطه ۳) محاسبه میشود.
در این فرمول پارامتر های شکست به صورت تجربی در ازمایشگاه تحت ازمایش و تست قرار میگیرند که در اینجا در جدول شماره ۳ نتایج ان نمایش داده شده است. عبارت p به صورت تنش فشاری و q تنش فون مایزز تعریف میشود.
D = Σ
[d1+ d2 exp (d3 )] [1+ d4 ln ()] [1 + d5 ]
پارامتر های قانون شکست جانسون کوک برای الیاژ تیتانیم و فولاد ابزار
| Damage law parameters |
TiAl6V4 [۸] |
H-13 steel [۹] |
| Initial failure strain، d1 |
0.1 |
-0.8 |
| Exponential factor، d2 |
0.25 |
2.12 |
| Triaxiality factor، d3 |
-0.5 |
– 0.5 |
| Strain rate factor، d4 |
0.015 |
0.0003 |
| Temperature factor، d5 |
3.88 |
2.68 |
اصطکاک بین ابزار و براده با استفاده از قانون کلمب محاسبه شده و در رابطه شماره ۴ بیان میشود. تنش اصطکاکی در طول حرکت براده روی ابزار با ،S ضریب اصطکاک با ،تنش نرمال روی ابزار و تنش برشی با نمایش داده میشود.
S = μ (اصطکاک روان)
S = (اصطکاک خشک)
بررسی نتایج شبیه سازی کوپل حرارتی – مکانیکی عملیات ماشینکاری
تاثیر ابزار برشی PCBN روی دمای برش
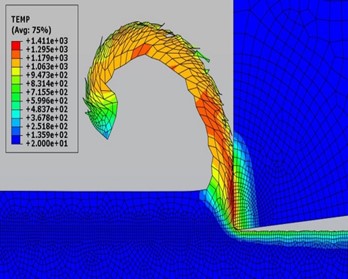
حرارت تولید شده برای ماشینکاری الیاژهای تیتانیم و فولاد ابزار PCBN در شرایط برش یکسان در شکل های ۴ و ۵ نمایش داده شده است. با توجه به جنس ابزار و جنس قطعه کار حرارت منتقل شده به ابزار متفاوت خواهد بود. بر طبق نتایج بدست امده حداکثر دمای تولید شده در ناحیه برش برای ماشینکاری فولاد ابزار H-13 در مقایسه با الیاژ تیتانیم کمتر میباشد.
این نتایج نشاندهنده این حقیقت است که بدلیل ضریب هدایت حرارتی پائین تر الیاژ تیتانیم با استناد به جدول شماره ۲ از همین مقاله حرارت بیشتری هنگام براده برداری قطعه کار تیتانیم در مقایسه با فولاد H-13 به وجود می اید. فولاد گرمکار بدلیل قابلیت حرارتی بالاتر گرمای ناشی از ماشینکاری را بهتر از محیط دور کرده و در نتیجه قابلیت ماشینکاری افزایش می یابد.
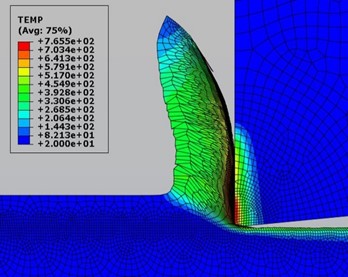
توزیع حرارت هنگام ماشینکاری فولاد ابزار
تاثیر ابزار برش PCBN روی توزیع تنش
توزیع تنش روی مواد قطعه کار در شکل های ۶ و ۷ نمایش داده شده است. از نتایج شبیه سازی واضح است که توزیع استرس در روی نوک دماغه و زاویه براده ابزار در مقایسه با سطح قطعه کار بسیار کمتر میباشد. بدلیل جدا شدن براده از سطح قطعه کار استرس زیادی روی قطعه بوجود میاید. استرس به وجود امده روی لایه های ماشینکاری شده تیتانیم بیشتر از فولاد ابزار میباشد که انهم بدلیل تفاوت این مواد در مدول یانگ و چگالی انها میباشد.


توزیع تنش هنگام ماشینکاری فولاد ابزار
نتیجه گیری
در این کار شبیه سازی با استفاده از نرم افزار اباکوس توزیع تنش و دمای برشی هنگام ماشینکاری مواد سخت پیش بینی شده است. نتایج پیش بینی ها از حرارت تولید شده در ناحیه تغییر شکل نمایش میدهد که بیشترین دمای برشی در ماشینکاری الیاژ تیتانیم اتفاق می افتد. از طرفی توزیع استرس در ماشینکاری تیتانیم بیشتر از فولاد گرمکار میباشد. با توجه به حرارت بالای تولید شده در هنگام ماشینکاری مواد سخت ابزار برشی PCBN به خوبی میتواند در برابر تنش ها و شوک های ناگهانی و دمای بالا مقاومت کند.
به عنوان یک نتیجه از این بررسی ها وقتی پیش بینی ها با یکدیگر مقایسه میشود ان میتواند کمک کند به انتخاب مواد ابزار برشی مناسب برای ماشینکاری قطعات با جنس های مختلف و همچنین منجر میشود به استفاده بهینه از ابزار، کاهش شکست ابزار و هزینه های ساخت.
نویسندگان: امیر روشن ضمیر فرزاد چارانی
مراجع
S. Sulaiman، A. Roshan، and S. Borazjani، Effect of cutting parameters on cutting temperature on TiAl6V4 alloy، Applied Mechanics and Materials Vol. 392 (2013) 68-72.
A. G. Jaharah، I. A. Choudhury، H. H. Masjuki and C. H. Che Hassan، Surface integrity of AISI H13 tool steel in end milling process، International Journal of Mechanical and Materials Engineering (IJMME). 4 (2009) 88-92.
محمد رضا رازفر اصول ماشینکاری و ابزار شناسی دانشگاه صنعتی امیر کبیر ۱۳۷۹
B. Davoodi and H. Hosseinzadeh، A new method for heat measurement during high speed machining، Measurement. 45 (2012) 2135-2140.
C. Z. Duan، T. Dou، Y. J. Cai، and Y. Y. Li، Finite element simulation and experiment of chip formation process during high speed machining of AISI 1045 hardened steel، International Journal of Recent Trends in Engineering (IJRTE). 1 (2009) 46-50.
G. R. Johnson and W. H. Cook، Fracture characteristics of three metals subjected to various strain، strain rates، temperature and pressure، Eng. Frac. Mech. 2/1 (1985) 31-48.
J. P. Davim and C. Maranhao، A study of plastic strain and plastic strain rate in machining of steel AISI 1045 using FEM analysis، Journal of Materials and Design.30 (2009) 160–165.
G. Chen، C. Ren and X. Yang، Finite element simulation of high-speed machining of titanium alloy (Ti–6Al–4V) based on ductile failure model، International Journal Advance Manufacturing Technology. 56 (2011) 1027-1038.
U. Umer، High speed turning of H-13 tool steel using ceramics and PCBN، Journal of Material Engineering and Performance (JMEP). 21 (2012) 1857-1861.
T. Ozel، Y. Karpat and A. Srivastava، Hard turning with variable micro-geometry PCBN tools، CIRP Annals – Manufacturing Technology. 57 (2008) 73-76.

EngPedia.ir
اطلاعات فایل




مطالب مرتبط





برچسب ها : اباکوس, شبیه سازی ماشینکاری, ماشینکاری, ماشینکاری در abaqus
دیدگاهتان را بنویسید
نشانی ایمیل منتشر نخواهد شد

مطالب جدید
- IEDScout 5.22 پایش و عیب یابی IED در شبکه
- TINA 16 تحلیل مدار آنالوگ، دیجیتال، MCU و مختلط
- EMD energyPRO 5 تحلیل سیستم های انرژی
- ADAPT PT/RC 23.0.1 تحلیل غیرخطی تیر و سازه بتنی
- RISA Section 2.1.1 تحلیل مقاطع فولادی و سازه ای
- vMix 29 تولید و پخش زنده حرفه ای
- Ampsa ADW v24 طراحی تقویتکننده RF
- Ampsa MW v24 طراحی شبکه تطبیق امپدانس RF
- DSS Professional 8.7 مدیریت و نظارت تصویری هوشمند
- PowerACOUSTICS 2026 تحلیل آکوستیک و نویز در طراحی صنعتی

مطالب پربازدید
- دانلود کتاب هیدرولیک و پنوماتیک فستو Festo فارسی
- دانلود استاندارد
- دانلود نرم افزار کلید فولاد (Key to Steel) پرتابل
- دانلود فول استاندارد ASTM بصورت رایگان
- آموزش میکروکنترلر AVR
- دانلود آنتی ویروس شورتکات (Back 2 Normal)
- دانلود جدول استاندارد DIN
- دانلود کتاب آموزش Abaqus (فارسی)
- دانلود نرم افزار MATLAB برای آندروید(MATLAB Android)
- فول استاندارد ASME (بروز)

مطالب تصادفی
- Romax Concept 2025.2 تحلیل اجزای مکانیکی
- IBM DOORS 2025 مدیریت الزامات و چرخه عمر محصول
- NestFab 2025 طراحی، بهینه سازی و برش اشکال
- مجموعه نرم افزارهای مهندسی شماره دو
- شبیه سازی ترک در ABAQUS
- ProSim Plus 3 شبیهسازی و بهینهسازی فرآیندها
- دانلود کتاب Fundamentals of Materials Science and Engineering
- FVA-Workbench 10.1.1 تحلیل صنعتی سیستمهای انتقال قدرت
- اندازه گیری تنش با امواج آلتراسونیک
- پروژه نورد (Rolling) با آباکوس

شبکه های اجتماعی
دانشنامه تخصصی مهندسی ایران را در شبکه های اجتماعی دنبال کنید


