فرآیندهای اكستروژن
- 1393/03/14
- 1 دیدگاه
مقدمه
پوشش دهی بروش اکستروژن فرآیندی است که در آن یک لایه ترموپلاستیک مذاب بر روی سطح یک فیلم، فویل، کاغذ و یا پارچه اعمال میگردد. عملکرد و مقاومت ورق حاصله بستگی به میزان چسبندگی فیلم مذاب و لایه زیرین دارد و عدم حصول پیوند مناسب باعث ایجاد مشکلات متعددی در فرآیند تولید و عملکرد نهایی ورق مذکور خواهد گشت. در پوشش دهی بروش اکستروژن از موادی استفاده میشود که در محدوده دمایی 220-80 درجه سانتیگراد به مایع روان تبدیل شده وبعد از خنک شدن دوباره جامد میشوند. این مواد %100 جامد بوده و در ساختمان آنها از حلالها و آب استفاده نمیشود. با توجه به شرایط فرآیند، عمل پوشش دهی با این روش سریع بوده و هیچگونه عوارض مخرب زیست محیطی ندارد.
Extrusion Process
فرآیندهای اكستروژن
در این مقاله به بررسی فرآیند مذکور، مواد مورد استفاده و عوامل موثر در میزان چسبندگی پوششهای اکستروژنی پرداخته می شود و هر دو مبحث اکستروژن و کواکستروژن رامورد بحث قرارمیدهیم.
مزایا و معایب
– سازگار با محیط زیست بعلت عدم وجود حلالهای آلی در فرآیند پوشش دهی
– قابلیت ایجاد پوشش های نازک
– عدم نیاز به انرژی اضافی برای ایجاد واکنش های تکمیلی یا پرش حلال یا آب
– سرعت بالای تولید
– تنوع مواد اولیه ترموپلاستیک
– کوچک بودن فضای کارگاهی موردنیاز – محدودیتهای حرارتی برای اعمال روکش در بعضی از ورقها
– احتمال تغییر خواص پوشش در اثر فرآیند اکسیداسیون
– پایین بودن مقاومت حرارتی و شیمیایی پوششها بجز در مواردی با اتصالات عرضی
– نیاز به تمیز نمودن ماشین آلات برای هر ورق و جنس پوشش جدید
اصول اکستروژن
پوشش دهی اکستروژنی عبارت است از اعمال فیلمی از یک ماده پلیمری بوسیله تزریق تخت روی ماده ای که با سرعت قابل تنظیم درحال حرکت است. فیلم پلیمری حاصله یا بااستفاده از یک غلطک سرد و یا بوسیله جریان هوا خنک میشود که دراینصورت به آن لمیناسیون اکستروژنی اطلاق میگردد. در خط پوشش دهی اکستروژنی تجهیزات ذیل بکارمیروند.
– مخروطی خوراک رزین
– اکسترودر
– ماتریس
– غلطک خنک کننده
– غلطک پشتیبان
– کلاف ساز و کلاف بازکن
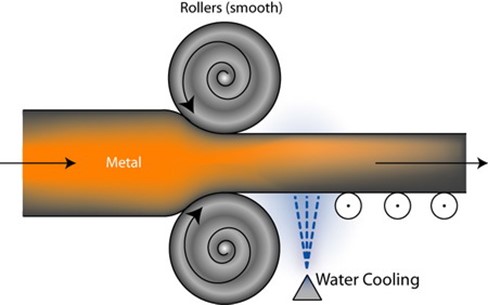
در فرآیند پوشش دهی اکستروژنی اکسترودر گرانولهای جامد ترموپلاستیک را بصورت مذاب یکنواخت درمی آورد و درطول آن یک مارپیچ با حرکت چرخشی مذاب را به سمت جلو حرکت میدهد. طول و قطر اکسترودر و مارپیچ آن و نسبت این دو بستگی به نوع ماده ترموپلاستیک دارد. ماده مذاب از یک ماتریس نهایی عبورمیکند که وظیفه آن کنترل ضخامت و شکل پوشش میباشد. ماتریسهای مورداستفاده معمولا بصورت تخت بوده و لبه های آنها قابل تنظیم میباشد. بعد از ماتریس قسمت خنک کننده قرارمیگیرد که باعث ژل شدن مذاب و حفظ شکل اولیه آن میگردد. قسمت خنک کننده معمولا جزو عوامل محدودکننده سرعت عملیات بشمارمیرود. پوششهای خشک و بدون چسبندگی بعد عبور از ماتریس بین دو غلطک قرارمیگیرند که جنس یکی از آنها استیل بوده و در اثر چرخش آب خنک میشود و غلطک دیگر با روکش لاستیک میباشد. بالا بودن قطر غلطک خنک ساز باعث ایجاد سطح تماس بزرگ و کافی برای کاهش زمان خنک سازی پوشش میگردد. برای پوشش دهی چسبهای حساس به فشار از روش ساده خنک سازی با جریان هوا استفاده میشود. فرآیند لمیناسیون اکستروژنی همانند موارد بالا صورت میگیرد و تنها تفاوت آن استفاده از لایه مذاب چسب بعنوان پیوندساز بین دو لایه غیرمشابه میباشد که در اینصورت چسبندگی به هردولایه میتواند جزو موارد موثربشماررود.
کاربرد
1- اغلب پلیمرهای ترموپلاستیک را میتوان بعنوان پوشش و توسط فرآیند اکستروژن مورداستفاده قرارداد.
معمولترین رزین پوشش دهی پلی اتیلن سبک LDPE میباشد ولی سایر هموپلیمرها و کوپلیمرها هم بصورت وسیعی در این فرآیند بکارمیروند که از آنجمله میتوان به HDPE، PP، EVA و کوپلیمرهای اتیلن-اکریلیک، پلی آمید و پلی اورتان اشاره نمود.

خواص اولیه موردنیاز برای ترموپلاستیکهای مورداستفاده در فرآیند پوشش دهی اکستروژنی عبارتند از:
– ضریب مذاب بالا (برای نفوذ بهتر و خیس سازی کامل)
– عدم وجود مواد افزودنی
– مقدار بهینه آنتی اکسیدانت
– چسبندگی خوب به مواد در سرعتهای بالای خط تولید
– قابلیت ایجاد فیلم بصورت لایه های نازک
پوششهای مذکور در بعضی موارد بعنوان چسب و لایه اتصال در فرآیندهای تکمیلی و مونتاژ بکار میروند و خواصی از جمله قابلیت عبوردهی و یا نگهداری گازها و رطوبت و تقویت سطح و خواص مکانیکی در کاربردهای خاص از آنها انتظارمیرود.
گران فرآیندهای لمیناسیون و پوشش دهی اکستروژنی ساده
پوشش دهی اکستروژنی کاغذ، فیلم، فویل، منسوجات و سایر مواد را میتوان بسادگی انجام داد. بسته بندی یکی از صنایعی است که فیلمهای مذکور در آن کاربردهای عمده ای دارند و کاغذهای پوشیده با پلی اتیلن در بسته بندی مواد غذایی بصورت عام استفاده میشوند. خاصیت حفظ آب و درزگیری حرارتی این پوششها جزو خواص مهم آنها بشمار میرود. فاکتورهای عملیاتی متعددی میتوانند تأثیر بسزایی در خواص چسبندگی پوششهای اکستروژنی روی مواد مختلف داشته باشند. یکی از این موارد اکسیداسیون میباشد که هم تأثیر مثبت و هم تأثیر منفی دارد که عبارتند از:
– مثبت: اکسیداسیون پلیمر مذاب باعث ایجاد گروههای فعال در آن شده و چسبندگی را تقویت مینماید.
– منفی: اکسیداسیون باعث ایجاد بوی نامطبوع و عدم درزگیری کامل حرارتی میگردد.
از دیگر عوامل موثر میتوان به دمای اکستروژن و فاصله بین ماتریس و تیغه پوشش دهی اشاره نمود.با افزایش دمای اکستروژن، اکسیداسیون پلیمرمذاب بیشتر شده و ویسکوزیته آن کاهش می یابد و درنتیجه خیس شدن سطح ورق اولیه بصورت موثرتری انجام میپذیرد. البته در این مورد حتما باید حداکثر دمای مجاز برای پلیمر مذاب را درنظرداشت تا تأثیر عکس نداشته و باعث سوختن مذاب نگردد. همچنین بهترین فاصله بین ماتریس و تیغه پوشش دهی در فرآیند اکستروژن mm 300-150 میباشد.

اغلب ورقهای اولیه که بمنظور پوشش دهی اکستروژنی بکارمیروند ازجمله کاغذ، منسوجات، کارتن و… دارای ساختمان متخلخل میباشند که نفوذ ماده پوششی در ساختار تخلخلی آنها متواند نقش موثری در چسبندگی نهایی ایفا نماید.
ورقهای معمول غیرمتخلخل برای پوشش دهی اکستروژنی عبارتند از فویل های آلومینیمی و فیلمهای پلیمری که برای اعمال پوشش حتما باید یک سری عملیات آماده سازی اولیه روی آنها انجام پذیرد.
مطالعات گسترده ای در مورد پوشش دهی اکستروژنی با استفاده از پلی اولفینها از جمله LDPE انجام گرفته است که نتیجه آن استفاده از LDPE بصورت وسیع در این فرآیند میباشد. باتوجه به طولانی بودن زنجیرهای پلیمری و توزیع گسترده وزن ملکولی، LDPE نشاندهنده یک تعادل مطلوب بین خواص چسبندگی در حالت مذاب
و فرآیندپذیری میباشد. همچنین نوع ساختار این پلیمر بگونه ای است که از آن میتوان در سرعتهای بالای پوشش دهی هم براحتی استفاده نمود.
امروزه از LLDPE هم برای پوشش دهیاکستروژنی استفاده مینمایند که دارای مقاومت مکانیکی بیشتری بوده و پایداری حرارتی آن در مقابل اکسیداسیون پائین است و بنابراین پیوند مناسبی با ورقهای اولیه غیرمتخلخل ایجاد مینماید.
برای تقویت چسبندگیLDPE به فویلهای آلومینیمی میتوان از افزودن مواد تقویت کننده چسبندگی به رزین پایه استفاده نمود. برای مثال با افزودن کوپلیمر اسیدی Nucrel AE محصول شرکت Dupont بصورت %20چسبندگی و پایداری پیوندی پوشش را تقویت مینمایند.
انواع محصولات پلاستیكی اكسترود شده
قالبگیری بادی
- قالبگیری تزریقی بادی
- قالبگیری اكستروژن بادی
- مزیت فرآیند قالبگیری بادی
- عیوب فرآیند قالبگیری بادی
لغت اكستروژن (Extrusion) از عبارت لاتین Extruder به معنی خارج (ex) و فشار دادن (Truder) است. در این فرآیند، پودر خشك، دانهها یا پلاستیكهای تقویت شده را گرم كرده و با فشار از میان یك روزنه فرمدار (Orifice) عبور میدهند كه در واقع همان قالب اكستروژن است.
انواع محصولات پلاستیكی اكسترود شده
پروفیلها: مقاطع پلاستیكی شكلدار طویل هستند كه فرم سطح مقطع آنها گوناگون است. اینگونه قطعات معمولا به صورت افقی اكسترود میشوند.
لولهها: برای تولید لولههای پلاستیكی باید از یك قالب با سوراخ دایرهای (برای فرم دادن سطح خارج لوله) و یك ماندرل (برای فرم دادن سطح داخل لوله) استفاده میشود.
ورقها: طبق استاندارد ASTM، به صفحات پلاستیكی با ضخامت كمتر از 0.25mm “فیلم”و به صفحات پلاستیكی با ضخامت 0.25mm “ورق” اطلاق میشود.
ورقها معمولا به عنوان ماده اولیه در عملیات فرم دادن حرارتی (Thermo forming) بهكار میروند.
اكستروژن فیلم استوانهای: روش اكستروژن بادی فیلمهای استوانهای، یك فیلم نازك پلاستیكی به صورت استوانهای بزرگ از پلاستیك مذاب اكسترود میشود. بدین ترتیب یك فیلم نازك به فرم استوانهای از قالب خارج میشود لولههای پلاستیكی دیگر نیز به همین روش تولید میشوند. فیلم استوانهای نازك پس از خروج از ماتریس توسط دمیدن هوا به داخل آن منبسط میشود تا ضخامت فیلم به حد دلخواه برسد. لولههای دمنده هوا در خارج از فیلم نیز تعبیه می شوند تا بادمش هوا، فیلم پلاستیكی را سرد كنند.
پوشش دادن قطعات با اكستروژن: كاغذ، پارچه، مقوا و فلز را میتوان به این روش با مواد پلاستیكی پوششدار كرد. در این روش یك لایه نازك از پلاستیك مذاب برروی قطعه كار اصلی نشانده میشود، بدون آنكه برای این كار از چسب استفاده گردد. این عمل با عبور قطعه كار اصلی و پوشش پلاستیكی از بین غلتكهایی كه آنها را به هم فشرده میكند، انجام میشود. البته در مواردی احتیاج به چسب وجود دارد كه در اینگونه موارد قطعه كار اصلی گرم شده و چسبناك میشود و سپس با پلاستیك پوشش كاری میگردد.
قالبگیری بادی
این فرآیند (Blow molding) را میتوان در فرآیندهای قالبگیری پلاستیكها نیز طبقهبندی كرده زیرا در آن، ماده پلاستیكی داغ با اعمال فشار به بدنه یك قالب فرمدار چسبانده شده و فرم قالب را به خود میگیرد. ولی از آن جهت كه در قالبگیری بادی، یك لوله پلاستیكی داغ به روش اكستروژن ایجاد شده و برای شكل دادن وارد قالب میشود، این روش جزء فرآیندهای اكستروژن پلاستیكها معرفی شدهاست.
فرآیند قالبگیری بادی، شبیه به روش قالبگیری بطریها و دیگر ظروف شیشهای مشابه است كه در آن یك قطعه یا ظرف پلاستیكی توخالی ساخته میشود. همانطور كه گفته شد، این روش از سالیان بسیار دور برای ساخت ظرفهای شیشهای رایج بودهاست. ولی استفاده از آن برای ظروف پلاستیكی از اواخر دهۀ 1950 میلادی آغاز شد. در سال 1880، دو ورقه سلولزی گرم شده در یك قالب برروی هم قرار داده شده و با اعمال هوای فشرده بین آن دو، یك اسباب بازی كودكانه ساخته میشد. این مورد شاید اولین مورد از تولید یك قطعه ترموپلاستیكی به روش قالبگیری بادی به شمار میرود.
در شكل….. نحوۀ كار نشان دادهشدهاست. یك لوله از جنس پلاستیك مذاب به داخل محفظه قالب اكسترود میشود و قالب را در این حالت میبندند. سپس هوای فشرده را به داخل لوله پلاستیكی وارد میكنند تا منبسط شده و به دیوارههای قالب بچسبد. پس از خنك شدن قطعهكار میتوان قالب را باز كرده و آن رااز قالب بیرون آورد.
قالبگیری بادی به روش اصلی انجام میشود.
1- قالبگیری تزریقی بادی.
2- قالبگیری اكستروژن بادی.
قالبگیری تزریقی بادی
یك روش دقیق در ساخت قطعات تو خالی پلاستیكی است، به طوری كه میتوان ضخامت قطعهكار در نواحی مختلف را بخوبی كنترل كرد و همه قطعات تولیدی دارای ضخامت یکسانی خواهند بود.
عیب مهم این روش این است كه برای تولید قطعه، لازم است دو دست قالب ساخته شود، كه یكی برای تولید پیش فرم و دیگری برای تولید قطعهكار نهایی. قطعهكار پیش فرم را گرم كرده و در قالب بادی قرار میدهند. سپس هوای فشرده را به درون پیش فرم وارد میكنند تا منبسط شده وبه دیوارههای قالب بچسبد.
قالبگیری اكستروژن بادی
در این روش، یك لوله از پلاستیك مذاب از بالای قالب اكسترود شده و به داخل قالب وارد میشود. در این حالت دونیمه قالب بسته شده و انتهای باز لوله نیز بسته میشود.
مزیت فرآیند قالبگیری بادی
1- اغلب ترموپلاستیكها و بسیاری از ترموستها را میتوان در این فرآیند بهكار برد.
2- هزینه قالبهای این فرآیند، كمتر از فرآیند قالبگیری تزریقی است.
3- مواد پلاستیكی در قسمت اكسترودر به خوبی با هم تركیب و یكنواخت میشوند.
4- مواد پلاستیكی در قسمت اكسترودر به خوبی ذوب و نرم میشوند.
5- همانند بسیاری از فرآیند قالبگیری دیگر، در این روش نیز از اكسترودر به عنوان یك بخش اصلی استفاده میشود.
6- طول لوله اكسترود شده، عملا میتواند خیلی طویل باشد.
عیوب فرآیند قالبگیری بادی
1- گاهی اوقات لازم است از عملیات تكمیلی پر هزینهای در تولید قطعات استفاده شود.
2- هزینه تامین ماشینآلات اصلی و جانبی بالاست.
3- مقداری زایدات پلاستیكی در این فرآیند تولید میشود.
4- تنوع شكل محصولات و فرم لوله اكسترود شده محدود است.
اصول پوشش دهی اکستروژن
پوشش دهی اکستروژنی عبارت است از اعمال فیلمی از یک ماده پلیمری بوسیله تزریق تخت روی ماده ای که با سرعت قابل تنظیم درحال حرکت است. فیلم پلیمری حاصله یا بااستفاده از یک غلطک سرد و یا بوسیله جریان هوا خنک میشود که دراینصورت به آن لمیناسیون اکستروژنی اطلاق میگردد. در خط پوشش دهی اکستروژنی تجهیزات ذیل بکارمیروند.
– مخروطی خوراک رزین
– اکسترودر
– ماتریس
– غلطک خنک کننده
– غلطک پشتیبان
– کلاف ساز و کلاف بازکن
در فرآیند پوشش دهی اکستروژنی اکسترودر گرانولهای جامد ترموپلاستیک را بصورت مذاب یکنواخت درمی آورد و درطول آن یک مارپیچ با حرکت چرخشی مذاب را به سمت جلو حرکت میدهد. طول و قطر اکسترودر و مارپیچ آن و نسبت این دو بستگی به نوع ماده ترموپلاستیک دارد. ماده مذاب از یک ماتریس نهایی عبورمیکند که وظیفه آن کنترل ضخامت و شکل پوشش میباشد. ماتریسهای مورداستفاده معمولا بصورت تخت بوده و لبه های آنها قابل تنظیم میباشد.
بعد از ماتریس قسمت خنک کننده قرارمیگیرد که باعث ژل شدن مذاب و حفظ شکل اولیه آن میگردد. قسمت خنک کننده معمولا جزو عوامل محدودکننده سرعت عملیات بشمارمیرود.
پوششهای خشک و بدون چسبندگی بعد عبور از ماتریس بین دو غلطک قرارمیگیرند که جنس یکی از آنها استیل بوده و در اثر چرخش آب خنک میشود و غلطک دیگر با روکش لاستیک میباشد. بالا بودن قطر غلطک خنک ساز باعث ایجاد سطح تماس بزرگ و کافی برای کاهش زمان خنک سازی پوشش میگردد. برای
پوشش دهی چسبهای حساس به فشار از روش ساده خنک سازی با جریان هوا استفاده میشود.
فرآیند لمیناسیون اکستروژنی همانند موارد بالا صورت میگیرد و تنها تفاوت آن استفاده از لایه مذاب چسب بعنوان پیوندساز بین دو لایه غیرمشابه میباشد که در اینصورت چسبندگی به هردولایه میتواند جزو موارد موثربشماررود.
کاربرد
.1اغلب پلیمرهای ترموپلاستیک را میتوان بعنوان پوشش و توسط فرآیند اکستروژن مورداستفاده قرارداد. معمولترین رزین پوشش دهی پلی اتیلن سبک LDPE میباشد ولی سایر هموپلیمرها و کوپلیمرها هم بصورت وسیعی در این فرآیند بکارمیروند که از آنجمله میتوان به HDPE، PP، EVA و کوپلیمرهای اتیلن-اکریلیک، پلی آمید و پلی اورتان اشاره نمود.
خواص اولیه موردنیاز برای ترموپلاستیکهای مورداستفاده در فرآیند پوشش دهی اکستروژنی عبارتند از:
– ضریب مذاب بالا (برای نفوذ بهتر و خیس سازی کامل)
– عدم وجود مواد افزودنی
– مقدار بهینه آنتی اکسیدانت
– چسبندگی خوب به مواد در سرعتهای بالای خط تولید
– قابلیت ایجاد فیلم بصورت لایه های نازک
پوششهای مذکور در بعضی موارد بعنوان چسب و لایه اتصال در فرآیندهای تکمیلی و مونتاژ بکار میروند و خواصی از جمله قابلیت عبوردهی و یا نگهداری گازها و رطوبت و تقویت سطح و خواص مکانیکی در کاربردهای خاص از آنها انتظارمیرود.
فرآیند کواکستروژن
کواکستروژن فرآیندی است که از آن برای تولید ساختارهای چندلایه پلیمری استفاده میشود. امروزه صنایع غذایی جزو بزرگترین مصرف کنندگان ورقهای چندلایه برای بسته بندی بشمارمیروند و پتانسیل های بالقوه و سودآوری در سایر صنایع بسته بندی برای استفاده از ورقهای چندلایه پلیمری وجود دارد. در این ورقها هرکدام از لایه های پلیمری دارای عملکرد و خواص جداگانه میباشند که مجموع این خواص برای کاربرد نهایی لازم است. برای مثال ممکن است یک لایه برای نگهداری و حفظ رطوبت و لایه دیگر برای رنگ و زیبایی و لایه ای دیگر برای افزایش مقاومت در ساختمان این ورقها بکارروند.
از روش کواکستروژن برای تولید فیلمهای نرم و سخت بسته بندی استفاده میشود. برای مثال بطری های سس چندلایه با این روش تولید میشوند. در اینورقها از فیلمهای پلی اتیلن و پلی پروپیلن برای ایجاد مقاومت و از فیلم های EVOH بعنوان لایه حائل استفاده میشود.
سه عامل اساسی موثر در میزان چسبندگی فرآیند کواکستروژن عبارتند از:
1- رئولوژی پلیمر
2- نیروهای بین سطحی
3- خواص مکانیکی چسب
ساختار لمیناسیون کواکسترودی معمول برای بسته بندی لایه های پلیمری در کواکستروژن چسب مورد استفاده در این فرآیند باید بنوعی انتخاب شود که ویسکوزیته آن مابین ویسکوزیته دو لایه اتصالی باشد. اغلب چسبها از پلی اولفینها انتخاب شده و برای تقویت چسبندگی از رزینهایی با گروههای جانبی فعال استفاده مینمایند.
لایه های پیوندی (Tie Layers)
لایه پیوندی عبارت است از یک پلیمر یا کوپلیمر فرموله شده یا ساده برای اتصال لایه های مورداستفاده در سازه های چندلایه. جنس این لایه میتواند از کوپلیمرهای اتیلن-وینیل استات اصلاح شده با گروههای کربونیل، اسید، اکریلات و انهیدرید باشد. از پلی پروپیلن اصلاح شده با گروههای انهیدریدی هم بهمین منظور استفاده مینمایند. چسبهای تهیه شده از مواد PE و PP دارای مقاومت حرارتی بیشتری نسبت به EVA بوده و میتوان از آنها در بسته بندی موادغذایی که نیاز به عملیات استریلیزه و پاستوریزه دارند، استفاده کرد. امروزه لاستیکهای ترموپلاستیک ازجمله کوپلیمرهای SBS نیز کاربردهای قابل ملاحظه ای در این صنعت یافته اند.
مهمترین عوامل موثر برای انتخاب چسبهای مذکور در کاربردهای خاص:
– قدرت چسب
– جنس سطوح
– خواص فیزیکی موردانتظار از لایه های پیوندی و اتصالات نهایی
– هزینه ها و قیمت نهایی
– خواص ظاهری
– عملیات تکمیلی
– پارامترهای فرآیندی و عملیاتی
– نیازها و مولفه های عمومی
همیشه باید درنظرداشت که خواص لایه های پیوندی نباید در عملکرد نهایی ورقهای چندلایه اثر منفی داشته باشند و در یک شرایط ایده آل باید بتوانند خواص مفید آنها را هم تقویت بنمایند.
مطالب مرتبط
برچسب ها : Blow molding, Extruder, Extrusion, Thermo forming, Tie Layers, اكستروژن, اكستروژن بادی, پوشش دهی, پوشش دهی اکستروژن, تزریقی بادی, فرآیندهای اكستروژن, فرایند Extrusion, قالبگیری, قالبگیری تزریقی بادی, لایه های پیوندی, لمیناسیون
دیدگاهتان را بنویسید
نشانی ایمیل منتشر نخواهد شد

مطالب جدید
- PEL Safety HRA 25 تحلیل قابلیت اطمینان انسانی
- PEL Suite 25 تحلیل مهندسی فرآیند و ایمنی صنعتی
- FlexSim Enterprise 2026 مدیریت سناریوهای پیچیده
- GE Operations Hub 2025 پلتفرم یکپارچه IoT صنعتی
- Ansys Rocky 2026 تحلیل رفتار ذرات در صنعت
- Midas NFX 2026 R1 شبیه سازی چندفیزیکی پیشرفته
- Autodesk Vehicle Tracking 2027 طراحی شهری و برنامه ریزی ترافیک
- MUDPRO 4.7.14 بهینه سازی عملیات حفاری نفت و گاز
- ANSYS SimAI Pro 2026 R1 شبیه سازی با هوش مصنوعی
- Enterprise Dynamics 10.6.1 شبیه سازی سیستم های صنعتی

مطالب پربازدید
- دانلود کتاب هیدرولیک و پنوماتیک فستو Festo فارسی
- دانلود استاندارد
- دانلود نرم افزار کلید فولاد (Key to Steel) پرتابل
- دانلود فول استاندارد ASTM بصورت رایگان
- آموزش میکروکنترلر AVR
- دانلود آنتی ویروس شورتکات (Back 2 Normal)
- دانلود جدول استاندارد DIN
- دانلود کتاب آموزش Abaqus (فارسی)
- فول استاندارد ASME (بروز)
- دانلود نرم افزار MATLAB برای آندروید(MATLAB Android)

مطالب تصادفی
- DesignFOIL R6.47 طراحی و تحلیل ایرفویل
- RiverFlow2D 9 تحلیل سیلاب و جریان رودخانه ای
- CMG 2025.40 شبیهسازی مخازن نفت و گاز
- AxSTREAM تحلیل و بهینه سازی توربین بخار و گاز
- پکیج آموزشی JewelSuite Geomechanics
- IEDScout 5.22 پایش و عیب یابی IED در شبکه
- OIM Analysis v9 تحلیل ریزساختارها از طریق EBSD
- پکیج جامع آموزش HyperMesh و LS Dyna
- انواع کوپلینگ و کلاج
- CYDAR 8.3.7.5 تفسیر آزمایشات SCAL

شبکه های اجتماعی
دانشنامه تخصصی مهندسی ایران را در شبکه های اجتماعی دنبال کنید


